
水野ハンディー・ハーマンでは、イージー・フロー(EASY-FLO)、およびダイヤ(DIA)のブランド名にて親しまれています各種銀ろうを市販しておりますが、これらの銀ろうによる低温ブレージングは作業が簡単で、どなたにでも容易に習得できます。
強靭で伸延性の高い、密封性の完全な接合が、下記に示された、6ステップの標準作業手順によって確実に得られます。
各作業手順は、そのひとつひとつが重要で、ひとつとして欠かすことはできません。作業手順を正確に守ることにより、迅速で経済的な、しかも確実なトーチ・ブレージングが行えます。
1.適切な間隙
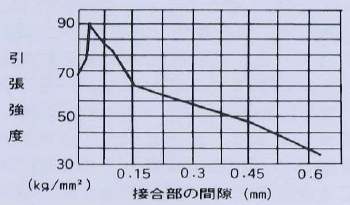
ろう付けは、適切な隙間に浸透したろう材によって最高の強度を持った接合が得られます。板状または管状のものを接合する場合は、0.025~0.075㎜の隙間があれば充分で、溶けたろう材は毛細管現象により、接合部の全体に行き渡ります。下のグラフでは、銀ろうによるスチールのろう付けにおいて、約0.04㎜の隙間が最大の接合強度をもたらすことが示されていますが、概ね0.025から0.075㎜の範囲でも、高い強度が得られることがお分かりいただけると思います。
この隙間が狭すぎると、ろう材の浸透にもムラが生じ、一方、隙間が大きすぎる場合は、毛細管現象の効果が低下し、ろう材の流れも止まってしまい、接合部の強度低下を招きます。
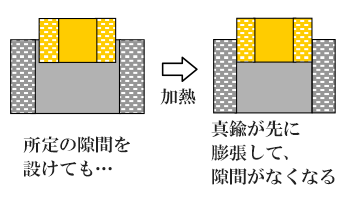
隙間の設定に際して、もうひとつ注意するべきことは、特に異種金属の管状の部品をろう付けするときの熱膨張係数の違いです。下の図は、真鍮のパイプが内側で、鉄系のパイプが外側である場合の断面を示したものですが、このような事例では、隙間をあらかじめ大きめに設定しておく必要があります。この逆の事例で、内側の部品の熱膨張係数が小さいときは、隙間をあらかじめ小さめに設定し、場合によっては圧入で挿入するといった処置が必要になることもあります。
2.部品の洗浄
毛細管現象は、金属の表面が清浄であるときだけ作用します。したがって、接合される金属の表面は、清浄にしておく必要があります。錆、酸化被膜、グリース、オイルなどは、すべて化学的または機械的な方法で除去します。
錆や酸化被膜は、バフ、スチールウール、あるいはキメの細かいヤスリなどで完全に除去します。薄い酸、グラインダー、ダイヤモンドパウダーを使用するのも効果的です。グリース、オイル類は、良質の溶剤で除去します。また、酸を使用して錆や酸化被膜の除去を行なう場合は、かならずグリース、オイル類の除去後に行なって下さい。
また、これらの洗浄は、ろう付け作業の直前に行ないます。
3.フラックスの塗布
一般的なろう付け作業では、いくつかの例外(りん銅ろうを使用して銅の部品どうしをろう付けする場合や、保護雰囲気を使用した炉中ろう付けの場合)を除き、加熱の際に金属の表面が酸化するのを防止するためにフラックスを使用します。フラックスは、加熱されて溶融することにより、酸化物を分解し、ろう材の流れを助ける働きがあります。フラックスは、部品を加熱する直前に、刷毛などを使用して接合部にムラなく塗布してください。塗布作業の前に50から60℃に加温しておくと、フラックスの表面張力が減退し、部品に対しての濡れ性が向上します。
フラックスの塗布量は、部品の形状や大きさによって変わりますが、一般的にはあまり節約し過ぎないよう注意して下さい。フラックスの量が少ないと、ろう付け作業の際に分解、吸収した酸化物で飽和状態となり、効果が失われるだけでなく、ろう付け後の残滓が頑固なものとなり、容易に除去できない場合が生じます。
4.組立と保持
毛細管現象をうまく機能させるためには、加熱から冷却の間、部品どうしの位置合わせの精度を維持しなければなりません。配管系の実践的な量産品においては、圧着、かみ合わせ、加締め、圧入、ピン止めなどの工法により、一定の精度を持った位置合わせ(部品どうしの嵌合の状態)を保つことができますが、部品の形状などの都合で、隙間にガタが生じることが避けられないものや、位置合わせの“芯”を出すことが容易ではない場合は、適正な状態で部品どうしを保持する冶具が必要となります。
このような冶具の設計では、その容量をできるだけ小さくし、部品との接触も最小限に留めます。ろう付け部品と接触する面積が大きく、かさばった冶具は、接合部から熱を奪ってしまいますので、ピンポイントで部品を支える形状やナイフの刃先のような形状の設計にして、接触を最小限にして下さい。
冶具の材質には、熱伝導率の低いステンレス、セラミックスなどが推奨されます。これらは熱伝導率が低いため、ろう付け部品から熱を奪うのを最小限に留めます。
5.加熱
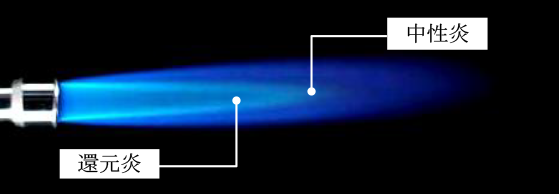
トーチろう付けにおける加熱では、中性炎か還元炎を用い、ろう材の流動温度(液相温度)より僅かに高い温度まで加熱することを目安とします。
重量や体積の異なる部品どうしのろう付けでは、重いもの(大きいもの)を集中的に加熱します。また、熱伝導率の異なる部品どうしのろう付けでは、熱伝導率の高い部品の方をより多く加熱して下さい。両方の部品を出来るだけ速く、そして同時にろう付け温度に達するよう加熱することが重要です。
オーバーヒート(過熱)を避けるためには、フラックスの状態と部品の色調を目安とします。特にフラックスは、ろう付けの温度指標となります。加熱によってフラックスが透明の液状になり、ろう付け部品が暗赤色を帯びた時点が、ろう材を部品に当てるタイミングとなります。低融点のろう材では、この時点で溶融しますが、融点が高めのろう材では、さらに加熱が必要になります。
Handy-Fluxによる温度指標
| 温度 | フラックスの外観 |
|---|---|
| 100℃ | 水分が沸騰する |
| 315℃ | 白色になり、やや膨れ、流動が始まる。 |
| 425℃ | 母材表面を覆い、ミルク状になる |
| 595℃ | 完全に透明になり、動きが増す。水のような外観を呈し、光沢のある金属の表面が下から現れてくる。この時点で、ろう材を接触させて温度を確認する。
もしもろう材が溶ければ、部品がろう付けのための適正な温度に達したことがわかる。
|
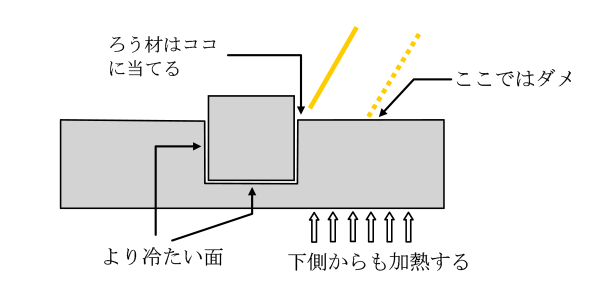
溶けたろう材は、毛細管現象により、即座に接合部に浸透していきますが、より高い温度の部分に優先的に流れていく傾向にあります。一般的に、加熱された部品では、外側の部品の方が接合部の内側より僅かに熱くなっていますので、特に外側の部品の体積が大きいような場合では、ろう材が接合部から離れた部分に流れていくことのないよう、体積の大きい外側の部品の下側からも加熱するとともに、ろう材は正確に接合部に当てる必要があります。
6.フラックスの除去
フラックスは化学的に腐食性であり、接合部の劣化を引き起こす場合がありますので、フラックスの残滓は、ろう付け後に除去しなければなりません。
ほとんどのフラックスは水溶性なので、50℃以上の湯に浸すことで、比較的簡単に除去することができます。ろう付け後、部品がまだ熱いうちに水中に浸せば、さらに効果的ですが、この場合は、ろう材が完全に凝固していることを確認する必要があります。
第3項で述べたように、フラックスが酸化物で飽和状態となっている場合は、ガラス状になった残滓が強固なものとなって、除去しにくくなります。このようなときは、ワイヤーブラシなどで除去するか、ハンマーなどで軽く叩いて破壊し、もう一度、水や湯の中に浸して下さい。
超音波洗浄器の利用や、加温した25%程度の塩酸水溶液に30秒から2分間浸すことも効果的な除去方法です。
安全性
ろう付け作業を効果的に行うためには、たえず換気に注意することが必要です。これは有毒ガスを発生するカドミウムを含む銀ろうを使用する際にとくに大切なことです。
このような銀ろうを連続的にまたは長時間にわたって使用するときは、有毒ガス除去のため適切な換気装置をとりつけて作業員の安全を図らねばなりません。作業が短時間の場合は、酸素の不足する危険がない限り、マスクの使用がすすめられます。狭い場所で作業を行う場合は、加圧式エアマスクを使用します。つねに適切な注意を払って安全作業の維持に留意しなければなりません。